捷安特工厂探访记连载系列2:如何制造碳纤维车架

再次感叹工作量之大

移动小车上的“托盘”静等下一站的加工

车架的某部分组装件是直接从大桶中取出的。

碳纤前叉,最后会装上一个铝合金舵管

2碳纤维后尾勾,不过跟成品相差太远,还需要很多功夫

后尾勾的碳纤维排布方向也不是随机的,这当中也有学问,才能使它们高效且无需增重

捷安特旗舰版TCR Advanced SL公路车架的“拼图版”

用于车架各组件加工的金属工具,图中正被操刀的是非驱动侧的后下叉

加工过程的各类组件,下方蓝色盒子中是硅胶模型。

干这行的工具

捷安特大厂内部随处可见的塑料囊
车架的制作环节需要高强度的塑料芯轴、内部的硅胶模具和钢质嵌件。工人将碳布一层层贴在这些芯轴上,它们的形态最接近车架的内部空间。

捷安特采用内外夹击的模具,硅胶模具在固化过程产生作用,用以控制内部尺寸,尤其是在五通、头管、后下叉等复杂结构的位置。

在一些要求极为精确的位置如头管和五通就需要再加入钢制嵌件。

每个组件都会用上压入式的部件来加固。这是五通的

碳纤维五通的生命是这样开始的

这些五通已经贴好了碳布,随时准备放入模具

前三角的制作

长嘴钳有助于将塑料囊塞入前三角的部位

头管制作

详细的指示

1,2,3,4,5……

头管受力极大,稍有不慎就会造成车友的巨大灾难,自然加强是做了一层又一层

仔细观看一下头管碳布是如何排布的

头管的硅胶模具会在固化过程中仍存留着,上管和下管的则会被抽掉。话说这位女工的名字好可爱

头管的加固件

吹风机真是个好东西

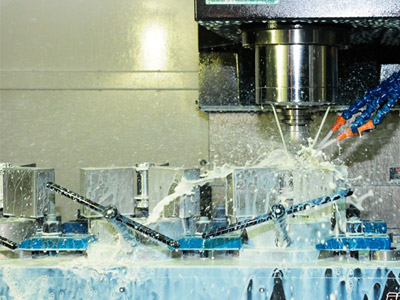
铺叠好的车架组件会被送进这样一个模具然后进行高温高压固化

每个钢模只能容纳两或三个车架组件

模具入炉

模具要先上一层脱模剂

这台移动小车把模具送进烤炉,这不仅保证了车架能在规定的时间及合适的温度进行加热,同时也避免了工人直接搬运滚烫模具时发生危险。
大家都说
[!--temp.www_96kaifa_com_cy--]