捷安特工厂探访记连载系列3:如何制造铝合金车架

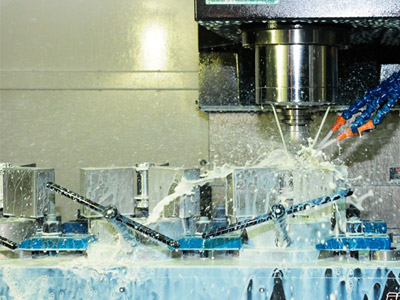
焊接端复杂的切削走线
随后,这些半成品进一步被加工,斜切、去毛刺、钻孔……每个流程均采用专用夹具以确保准确度。

数不胜数的架子以及多种车型的夹具
铝合金管一旦成型即可准备焊接,但焊接之前会再进行一道粗抛光并进行化学检测以排除影响焊接的元素。

跟碳架一样,铝合金组件在组成车架之前也要提前留孔
现在所有的准备工作已经就绪,是时候干大事了——放在夹具上焊接。跟大多数人的印象截然相反,焊接工作并非机器操作,而是人工徒手完成,还是高端熟手技师。
想想捷安特的销量,就得知道一些流程是需要提高效率的,因此车架的焊接并非由一个焊接工人从头到尾一手包办,而是分成了一条流水线。通常经过几个工人的联合操作车架才基本成型,比如,一个工人负责前三角,另一个则负责后三角。

焊接技工是厂内工资最高的。这个过程并不容易用机器自动控制,因为焊接结果不仅影响车架结构还有外观。

捷安特资源丰厚,这当然包括不可多得的人力资源

焊工有着独立的工作间

一开始点焊时要用的夹具多得很

前三角在初步焊接之后就挂在这个旋转架

显而易见,转移过程,可悬挂的头管作用极大
焊接过程还不时需要手动仪表或激光测距仪检测重要部位的间隙并进行校准。焊接结束之后,车架会进行第一轮的热处理(T4),紧接着再来一轮精度校正,然后才会进行最后一道热处理(T6)。

校准的过程极为繁琐且无趣,真的很佩服那些在一个岗位坚守大半辈子的人!

检测后尾勾间隙

车架必须匹配图纸中的尺寸

点焊只是初步“粘住”车架组件,检测过关之后才能完全焊紧

焊接后车架进入清洗槽

表面若没有清洗干净,涂装难以附着在车架上

出浴的车架静静地等着表面处理

有部分车架还会进行磨砂,这取决于图纸的要求

哎哟哟,这个流程看起来不怎么安全呢

通过一系列的运输架,车架可以直达涂装间

大多数自行车厂会见到的设备
当然车架还要经过最后的表面处理、清洗、涂装。捷安特称,从铝管原料抵达台中到产品完成,理论上大约需要两个小时。
在第四部分,我们将为你展示车架喷涂的流程,也许在大多数的工厂参观记中,我们都看到了这样的场景,不过我相信你还是很想知道你的ATX 777是怎么从一点点拼出来的!
捷安特台湾工厂探访记连载系列4:如何喷漆和组装
大家都说
[!--temp.www_96kaifa_com_cy--]